1972'den bugüne süre gelen TSE ve İSO standartlarına uygun MOTOR YENİLEME hizmeti sunuyoruz.
Motorunuzun HONLAMA ihtiyacı mı var? Teklifler ve iş birliği için daima hazırız !

Silindir bloğunun ana yatak ve piston kol yatak ölçü değerlerinin veya çeşitli sebeplerden dolayı oluşmuş olan deformasyonun ana yada kol yatak bara makinesinde işleme tabi tutularak olması gerekli ölçülere getirilmesi için yapılan yenileştirme işlemidir.
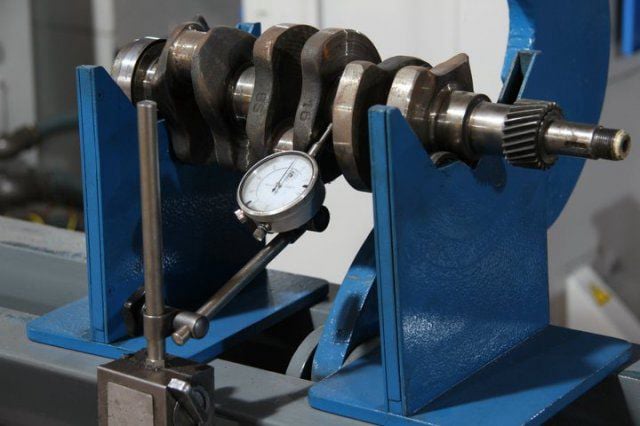
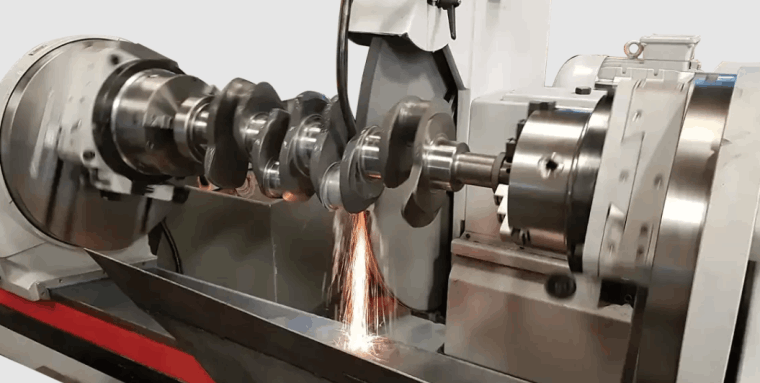
Krank milinin muylularında meydana gelen aşıntı ve ölçü bozuklukları, krank milinin taşlanması ile giderilir. Krank taşlama işlemi , krank mili muylularındaki silindirik yüzeylerin hassas olarak taşlanmasıdır. Üretici firmaların spesifikasyonları göz önüne alınarak yapılmaktadır.

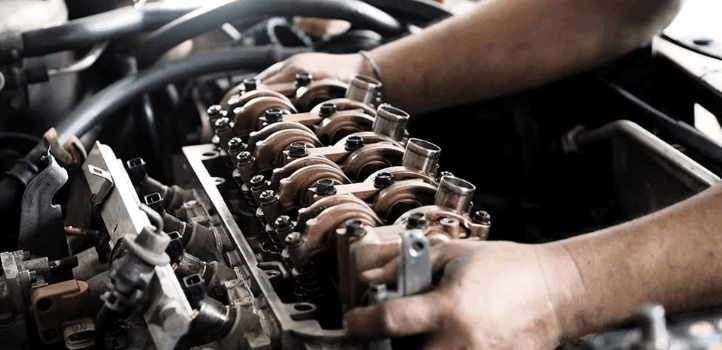
Kapak revizyon ünitemizde, tek elmas uç ile 3 açılı kesim yapılarak, hassas supap basma yüzeyi elde edilmekte, kalite ve zaman avantajı sağlanmaktadır. Motorun düşük kompresyonda çalışması; sıkışmış, yanmış, kaçıran ya da sızdıran subaplar kompresyon kaçmasına neden olur.

Motor veya silindir kapağındaki çatlakların tespit edilmesi için, çatlak kontrol tezgâhında 80-90 °C ısıtılarak, basınç uygulaması yapılır.
Ayrıca gözle görülmesi zor olan kılcal çatlakların doğru tespiti için, özel Celestron mikroskop cihazı ile kontrol edilerek kesin tespiti sağlanmaktadır.


Kültür Mh. 790 Sk. N:1
PK 81100, Merkez/DÜZCE